
Skiving
The skiving technology is inextricably linked to the Pittler name: In the early 20th century, Julius Wilhelm from Pittler developed the process, which was patented at the time. But the technology only became economically viable in recent years thanks to advancements in electronic gear coupling. The cutting speed in the skiving process is achieved by rolling the workpiece and tool at a relatively high speed and with a defined angle between the axes. The angled position of the axes generates differently directed vectors for the two circumferential speeds. The difference vector is the cutting speed.
In traditional skiving kinematics, the tool is positioned along the Y-axis relative to the workpiece. In the process, the tool axis is slanted in relation to the workpiece axis according to the defined swivel angle. In order to avoid collisions between the flanks of the workpiece and the tool, a structural clearance angle is required on the tool, which is achieved with conically designed tools. But this approach offers limited profile accuracy and regrindability of the tool. To overcome this issue, the DVS Group has further developed the process under the name PITTLER SKIVING.
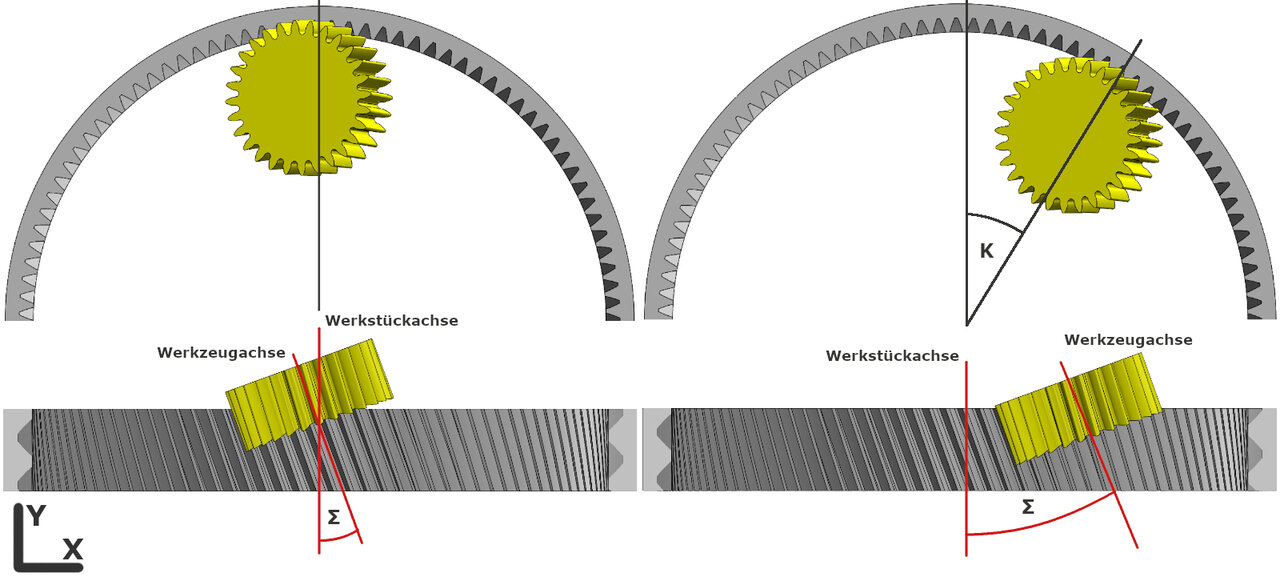
The tool is tilted away from the workpiece through additional displacement along the X-axis, i.e., eccentric positioning. This creates a kinematic free angle.
In turn, this enables the use of cylindrical tools and results in a massive increase in tool life through repeated regrinding. The tool costs are also drastically reduced as a result.
In principle it is possible to skive not only involute gears, but also deviating contours. Get in touch with us for a feasibility analysis.


Skiving vs. hobbing
Skiving is better for
- Gears with small runouts
- Multiple different gears on a workpiece
- Internal gears
Hobbing often requires a double-sided supported tool that cannot be changed automatically. This means that skiving is also more suitable in the following situations:
- Complete machining
- For smaller and medium batch sizes, due to relatively easy retooling of a universal machine with automatic tool change.



