
What it is all about?
WMZ is the specialist for complete machining of splined shafts. Our modular machine concepts make it possible to accommodate technologically specialized tool carriers in the machine according to the workpiece geometry, thus offering the most productive manufacturing technology in many cases.
For the green machining of soft workpieces, we use the technologies of hobbing and, above all, skiving.
Skiving
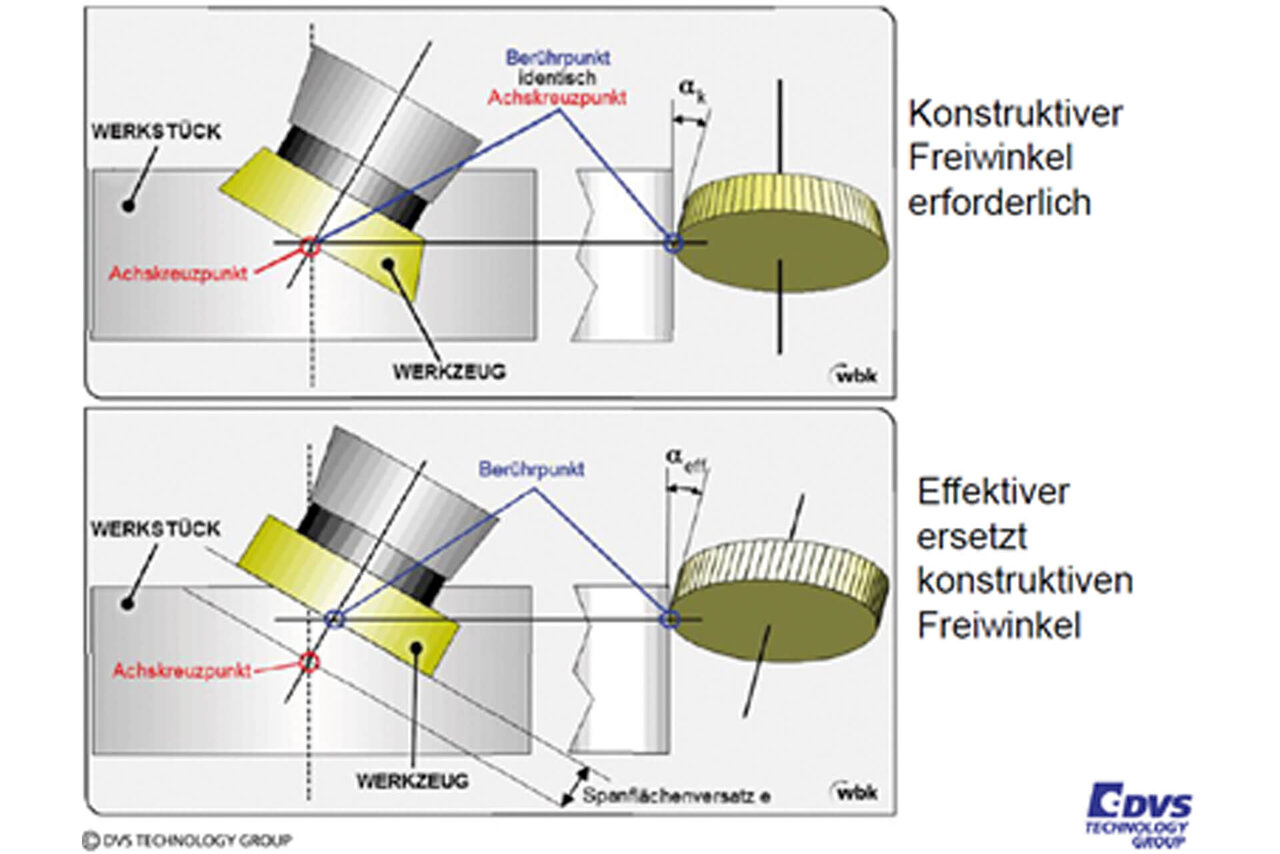
Skiving is a process developed (and patented at the time) by Julius Wilhem von Pittler at the beginning of the twentieth century, which has only recently become economically viable and of good tool quality due to the progressive improvement of electronic hob coupling. The cutting speed is generated during skiving by rolling the workpiece and tool together at a relatively high speed at an axis cross angle of less than 30°. The skewing of the axes generates differently directed vectors for the two circumferential speeds, the difference vector of which forms the cutting speed.
The meshing kinematics of hobbing require a tapered tool if the cutting point is on the direct line connecting the tool and workpiece axes. To avoid this, the DVS TECHNOLOGY GROUP has further developed the POWER-SKIVING process: the cutting point is moved in Y out of the direct line connecting the tool and workpiece axes. This optimization allows the use of cylindrical tools with a massive increase in tool life due to frequent regrinding of the tools. The tool costs decrease significantly accordingly.
DVS POWER-SKIVING
The rapidly changing cutting forces during hob peeling cause the machine and control system to vibrate. Therefore, skiving requires extremely rigid machine structures, tool and workpiece carriers and particularly optimized control loops.
The DVS TECHNOLOGY GROUP has the corresponding machine concepts, assemblies and the control engineering know-how. At WMZ we use this know-how to offer particularly efficient production solutions for shaft-shaped workpieces. By using several tool carriers, we can also completely machine workpieces. This is particularly useful for very tight workpiece tolerances in order to avoid errors caused by multiple clamping. Even with small batch sizes, complete machining in one machine is an economical option, e.g. to keep investments in machines low.
Since DVS TECHNOLOGY GROUP also masters tool design and manufactures tools, particularly high qualities can be achieved. During the life cycle of the production solution DVS TECHNOLOGY GROUP supports the continuous optimization of machine, process and technology. In this way we support our customers to maintain and build up their economic advantages and to increase their yields.
Skiving - Machining examples
A good example of the advantages of this approach is the production of shafts for electric drives at the DVS Production GmbH plant in Krauthausen, Thuringia.

In a WMZ H200 machine, the workpiece is softly completely machined between the main and counter spindles in about 5 minutes through the simultaneous use of three tool carriers.
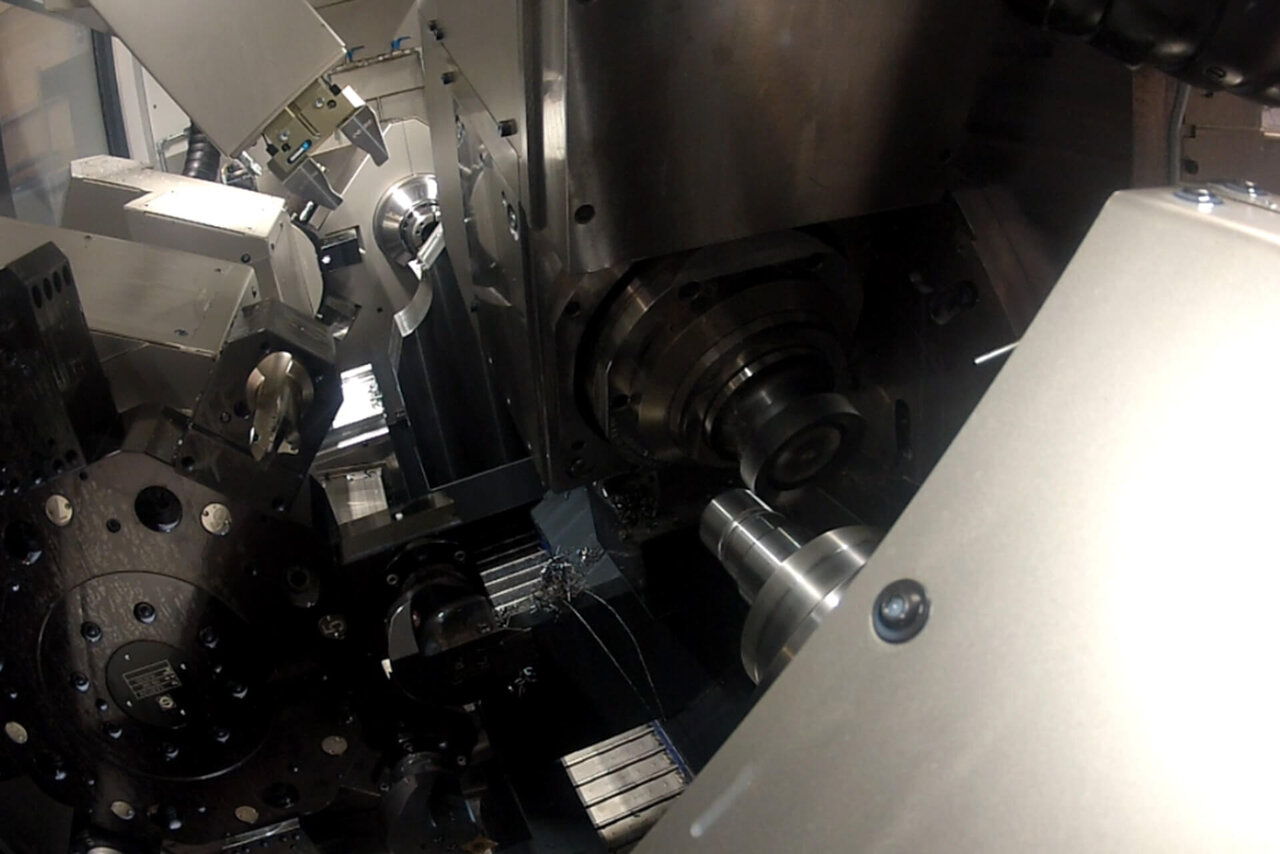 Complete machining of a car electric drive shaft incl. gear teeth on a WMZ H200 machine.
Complete machining of a car electric drive shaft incl. gear teeth on a WMZ H200 machine.
Very tight tolerances are also achieved by the precise machining in one clamping and by the accuracy of the transfer between main and counter spindle. The special hobbing tool carrier is extremely rigid and accurate.
Other proven applications for POWER-SKIVING technology are truck transmission shafts.
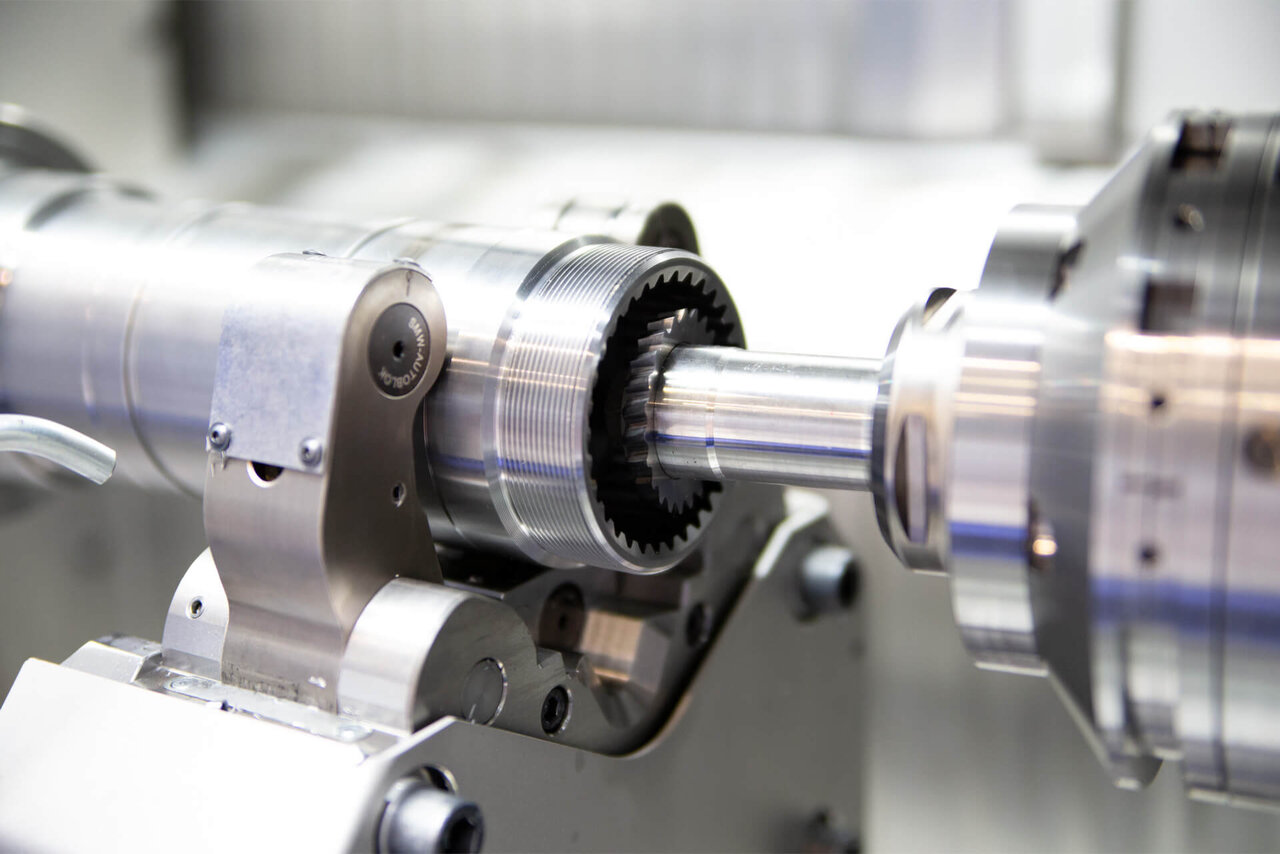
 POWER-SKIVING of an external gear on a WMZ V300 machine.
POWER-SKIVING of an external gear on a WMZ V300 machine.
Due to the small run-outs required by the hobbing tool over the toothing to be produced, it is also possible to produce closely spaced toothing with different diameters or toothing in front of end faces easily.
It is also possible to produce internal splines. The hobbing tool, which protrudes on one side due to the technology, also enables an automatic tool change in the processing machine. As a result, hobbing can be used to produce several gears with different modules on one workpiece in one clamping.
 POWER-SKIVING of an internal gear on a WMZ-V300 machine
POWER-SKIVING of an internal gear on a WMZ-V300 machine
Skiving vs. gear hobbing
Skiving has its advantages in the case of
- Gears with small runouts
- In case of several different toothings on one workpiece, which can be produced with the help of the automatic tool change, which is made possible by the tool being mounted on one side only anyway (e.g. the so-called 'stepped pinions' in multiple planetary stages)
- For internal gears
The kinematics required for hobbing are closer to those of a typical lathe or turning-milling center than hobbing. As a result, hobbing is easier and better integrated into a lathe than gear hobbing, which often requires a double-sided tool that cannot be changed automatically. This means that hob peeling also has advantages in the following situations:
- Complete machining
- For small and medium batch sizes, in each case because of the comparatively easy retooling of a universal machine with automatic tool change


