What it is all about?
Complete machining through multi-technology process
At WMZ, we understand complete machining not only as the classic combination of turning, milling, hard turning and grinding, but above all as the integration of gear cutting technologies - especially hob peeling - into our processes, machines and systems.
By turning, milling, deep hole drilling and hob peeling, we can soft finish toothed shafts, e.g. for car or truck transmissions or also for electric drives.

In this way, we can produce running and mating gears on the workpieces up to module 6 in qualities of up to IT6.
In order to no longer have to grind sealing surfaces, we turn twist-free with the help of the machine Y-axis.

We produce the through or deep bores that gear shafts often have with the help of specialised deep-hole drilling spindles.
The use of a deep-hole drilling spindle allows simultaneous machining of, for example, the workpiece outside diameters during deep-hole drilling by speed addition with the workpiece spindle.
By manufacturing the bearing seats, sealing surfaces and gear teeth in a single setup without reclamping, the form and position tolerances of the functional surfaces on the workpiece are optimized relative to one another. This leads to significant advantages for the workpiece quality and thus also for downstream processes.
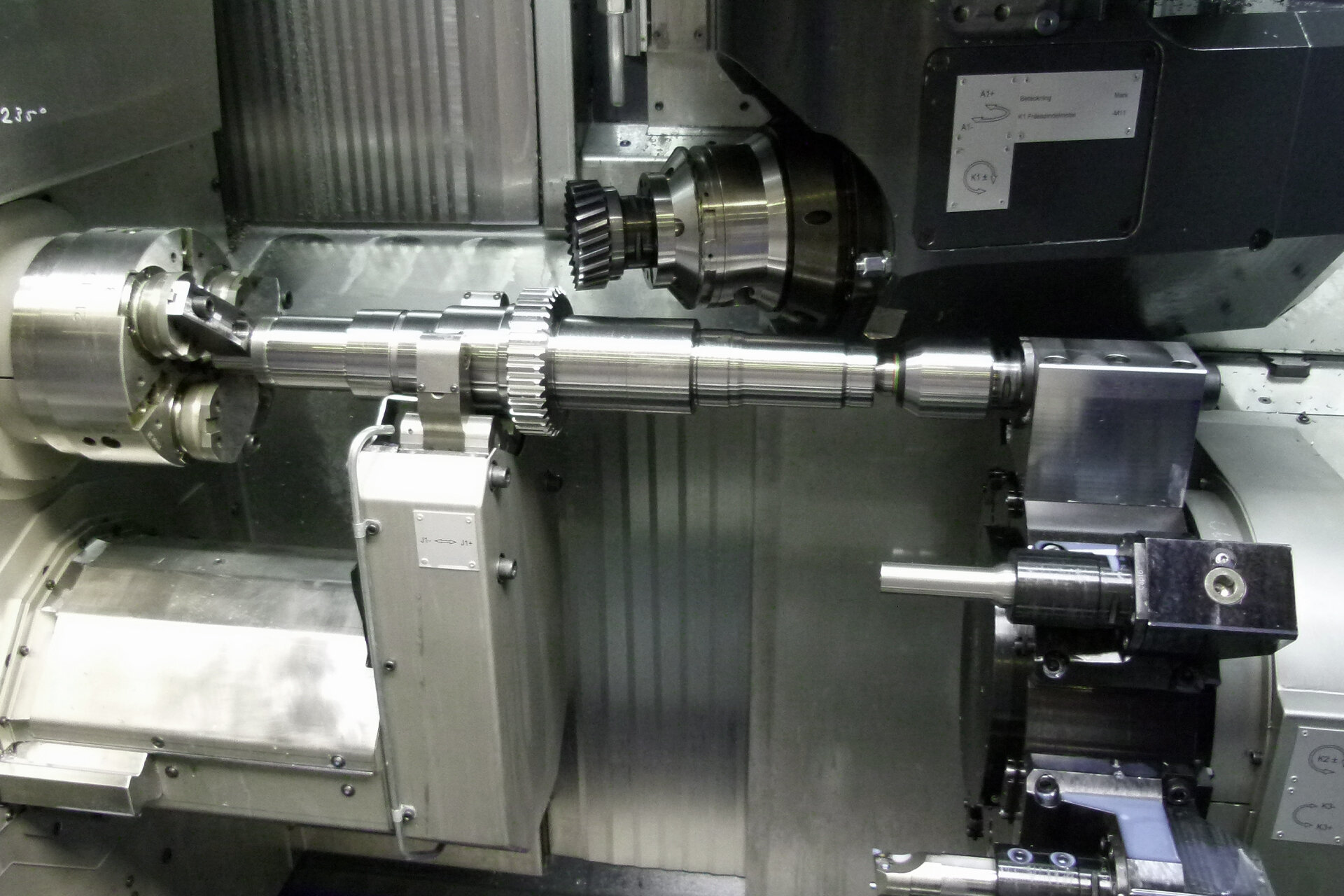
A machine model specially adapted to the integration of hobbing is the WMZ V300, on which shafts for truck transmissions are turned and splined in the example shown.
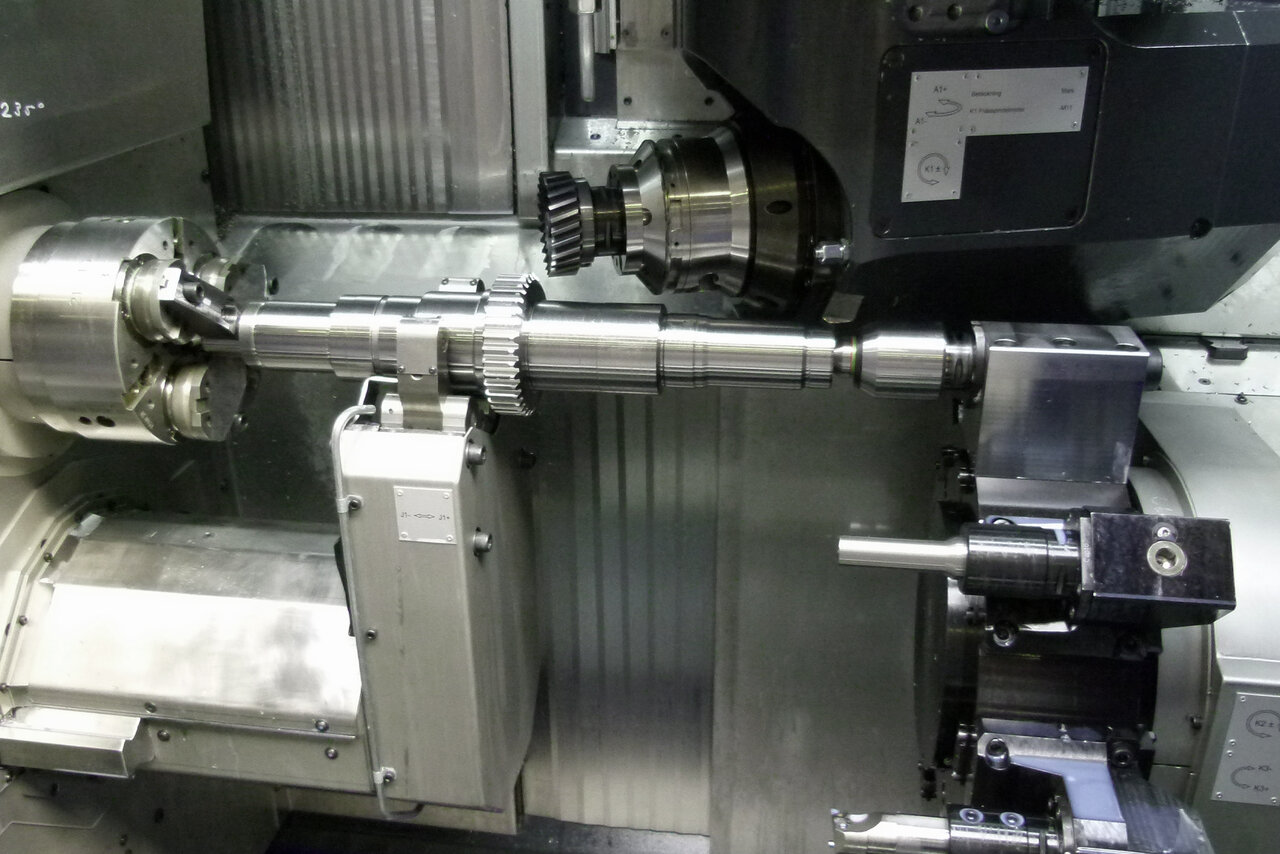
The machine has a multifunction head with a rigidly mounted milling spindle. Various milling or turning tools can be changed in via an optional tool magazine - supplemented by a background magazine if necessary.
Above all, different gear hobbing tools can be used: e.g. roughing and finishing cutters, or tools for producing gear teeth with different modules on one workpiece.

So while hobbing can essentially produce only one set of teeth on a set-up machine (the combined hobs with multiple teeth have greatly reduced shift ranges, increasing tool wear and tool costs), gear hobbing is more flexible and different sets of teeth can be produced on one workpiece.
Using the example of DVS's internal contract production of shafts for electric vehicle drives, we can also impressively demonstrate that multitechnology complete machining brings great advantages not only in terms of workpiece quality, but also in terms of economy.
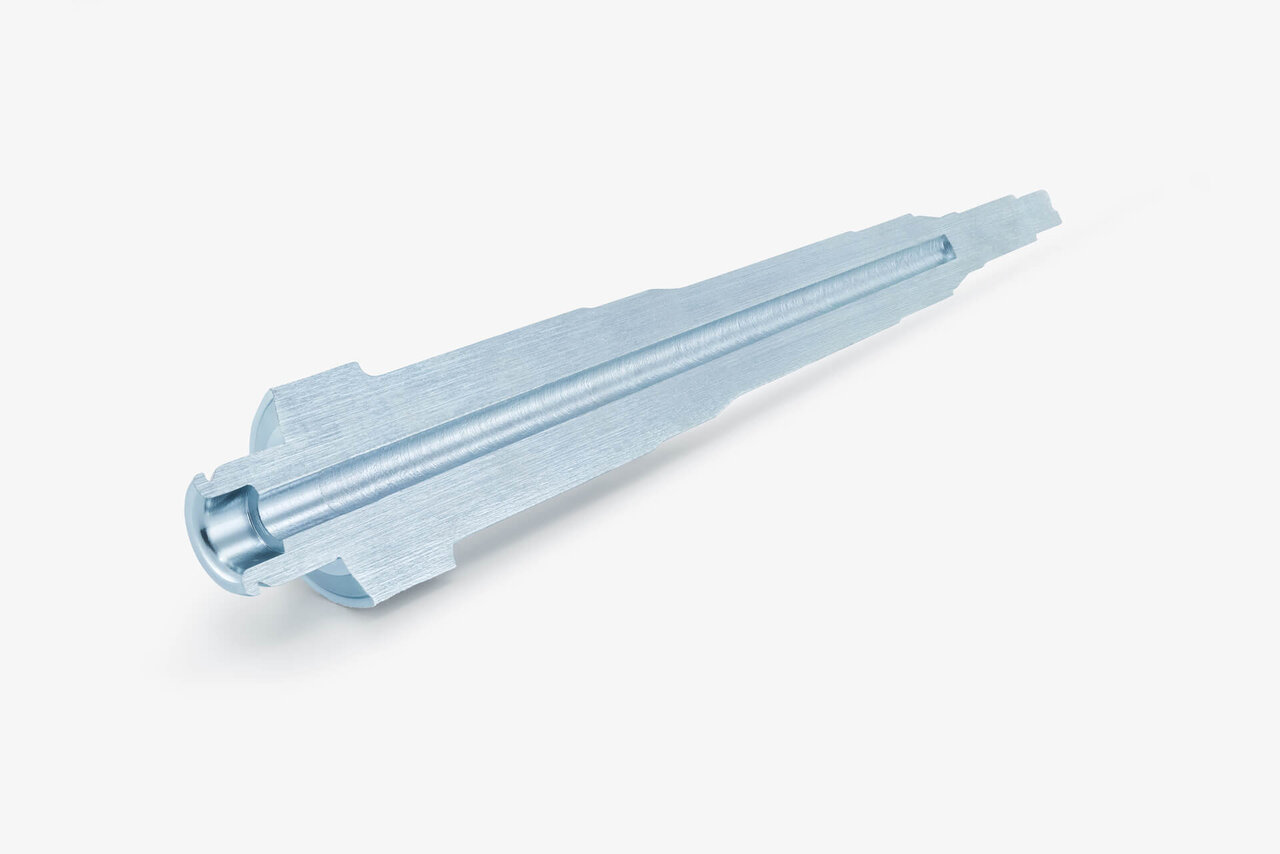
In a WMZ-H200 machine, we completely manufacture the E-shafts for two different passenger car hybrid drives in two voltages in the main and counter spindles using multiple technologies. To do this, we machine the centers and the inner contour, drill a continuous deep hole, mill grooves and flat surfaces, and apply a running spline.
 E-Welle verzahnt Pittler
E-Welle verzahnt Pittler
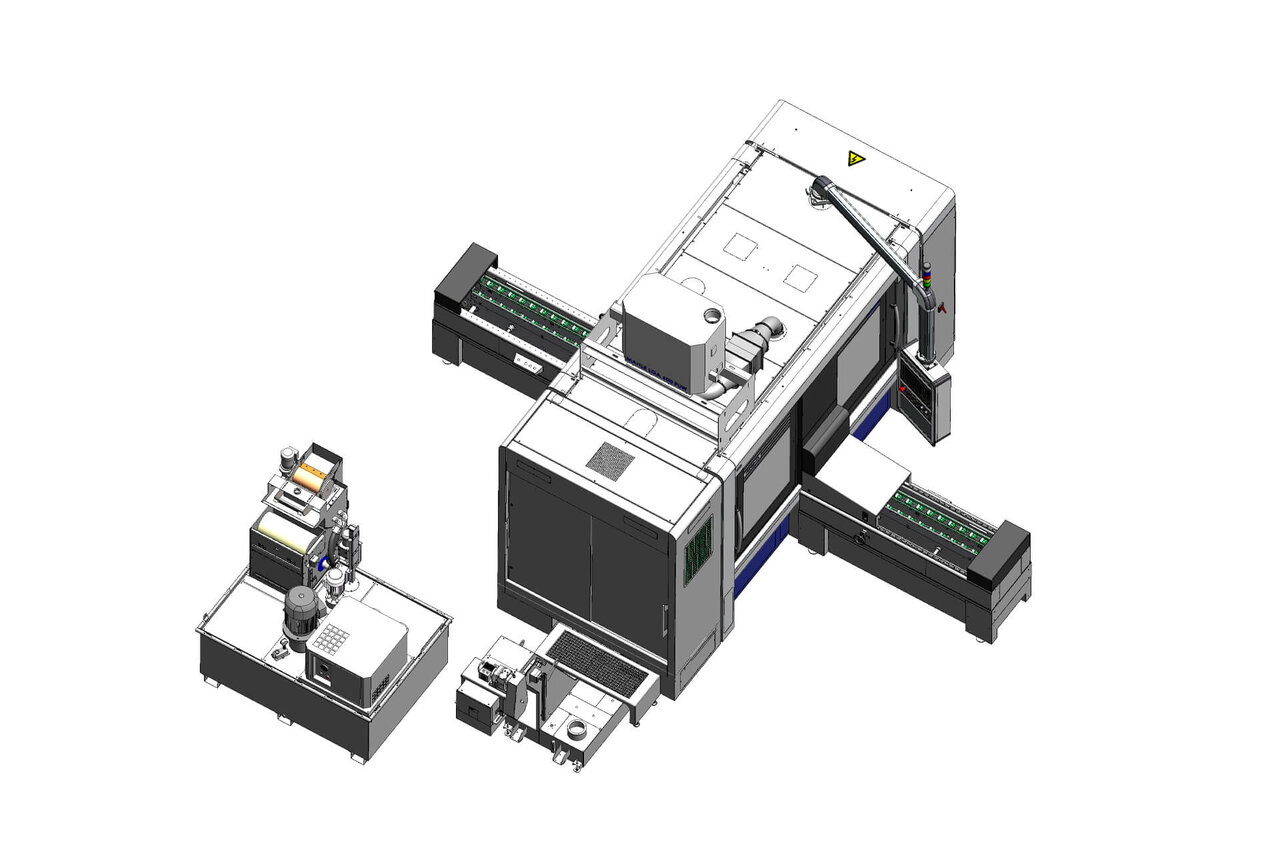 The picture shows the complete line, which has integrated automation and input and output conveyors.
The picture shows the complete line, which has integrated automation and input and output conveyors.
The saw cuttings are manually placed on the machine's input conveyor and transferred to the spindles by the integrated automation system. The cycle time required for complete soft machining of the workpieces is 5:50 min or 6:30 min. This approach has the following advantages over the conventional approach of linking, for example, four machines for end machining, turning of the outer contour, deep-hole drilling and gear cutting:
- 55,000-65,000 completely machined workpieces per year from one machine.
- Scaling of production by the number of machines: to start production machine investment only in one machine. Produce growing batch sizes economically from the first moment and expand production capacity gradually by adding more machines.
- 'Breathing' production compared to the fixed output of a chained line
- Easier planning and engineering compared to a chained line
- No complex automation for linking several machines
- No in-house transport between several processing stations
- Higher safety of the output: In the event of failure of one of several machines, there is no production stoppage, unlike with a linked line.
- Better possibilities for preventive maintenance and thus for increasing OEE; a machine can be temporarily shut down for maintenance without stopping the entire production.
- Only one operator per machine and shift reduces personnel costs
- In total, reduction of setup expenses.
Only one (complex) machine needs to be set up - Bearing seats and deep hole drilling run perfectly with the gear teeth
- Unit costs of approx. 20 € (these unit costs are considerably lower than those achieved on a classic line with 4 machines, on which the workpieces are also manufactured)
In summary, by integrating hobbing into a shaft machining center, WMZ has created a scalable manufacturing solution that increases workpiece quality, reduces tooling costs, increases availability and, most importantly, minimizes unit costs.