
关于什么?
WMZ是花键轴完整加工的专家。我们的模块化机床概念使得根据工件几何形状在机床中容纳技术上专用的刀具托架成为可能,从而在许多情况下提供最高效的制造技术。
对于软工件的绿色加工,我们使用滚齿技术,最重要的是刮削技术
刮削
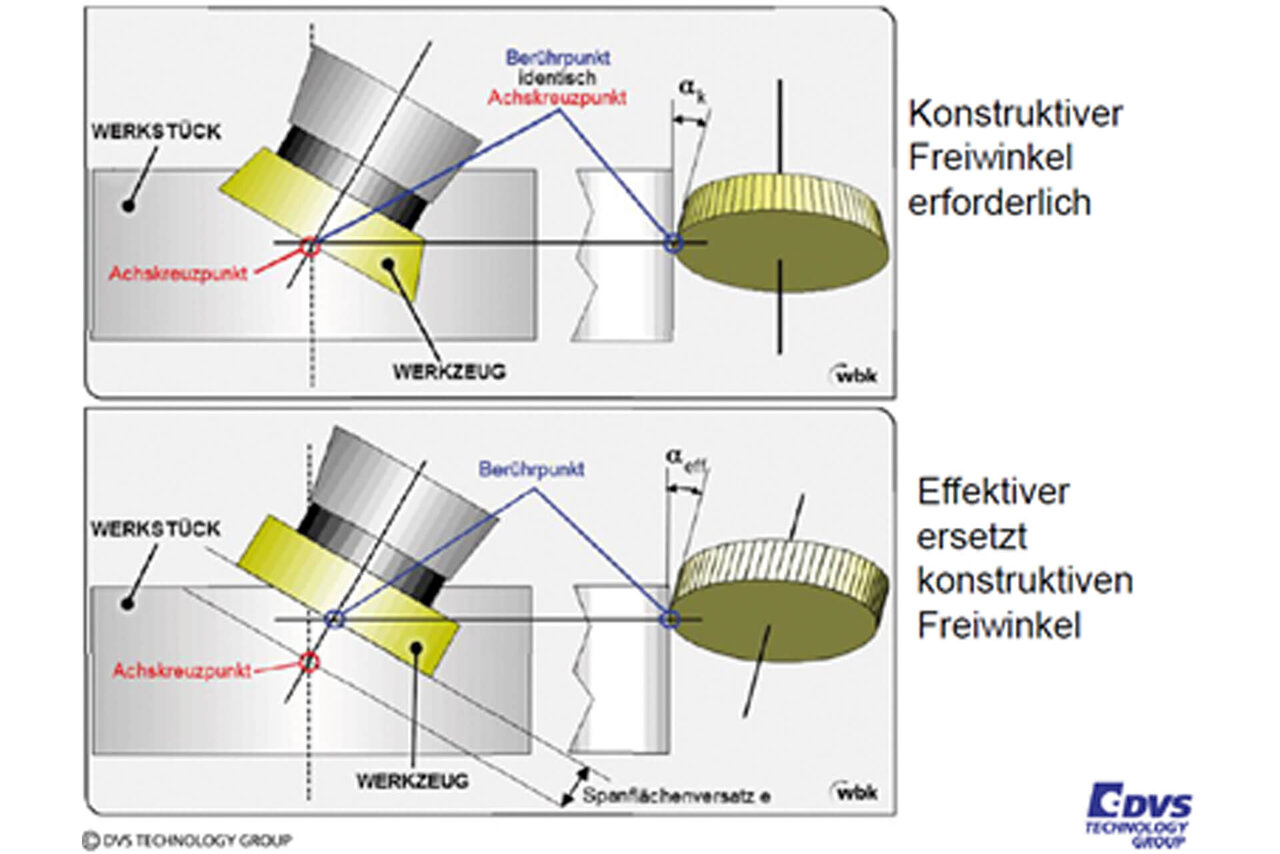
刮削是Pittler在二十世纪初开发的一种工艺(当时已获得专利),由于电子滚刀联轴器的逐步改进,该工艺最近才在经济上变得可行且具有良好的工具质量。切削速度是在刮削过程中通过在小于30°的轴交叉角下以相对较高的速度将工件和刀具一起滚动而产生的。轴的偏斜为两个圆周速度生成不同定向的矢量,其差向量形成切削速度。
如果切削点位于连接刀具和工件轴的直线上,则滚齿的啮合运动学需要锥形刀具。为了避免这种情况,DVS集团进一步开发了动力刮齿工艺:切削点在连接刀具和工件轴的直线上以 Y 为单位移动。这种优化允许使用圆柱形刀具,由于刀具的频繁重磨,刀具寿命大大延长。刀具成本相应显著降低。
DVS 动力刮齿
滚刀剥离过程中快速变化的切削力刺激机床和控制系统振动。因此,刮齿需要极其坚固的机床结构、刀具和工件托架以及特别优化的控制回路。
DVS集团拥有相应的机床概念,组件和控制工程技术。在WMZ,我们利用这些专业知识为轴类件提供特别高效的生产解决方案。通过使用几个刀架,我们也可以完整加工工件。这对于非常严格的工件公差特别有用,以避免多次夹紧引起的误差。即使是小批量,在一台机床上进行完整加工也是一种经济的选择,例如,保持对机床的投资较低。
由于DVS集团还精通刀具设计和制造刀具,因此可以实现特别高的质量。在生产解决方案的生命周期内,DVS集团支持机床,工艺和技术的持续优化。通过这种方式,我们支持我们的客户保持和建立他们的经济优势,并提高他们的产量。
刮削——加工案例
这种工艺优势的一个很好的例子是在图林根州克劳特豪森的DVS生产公司生产电驱动轴。

在WMZ H200机床中,通过同时使用三个刀架,在大约5分钟内在主轴和对主轴之间软加工工件。
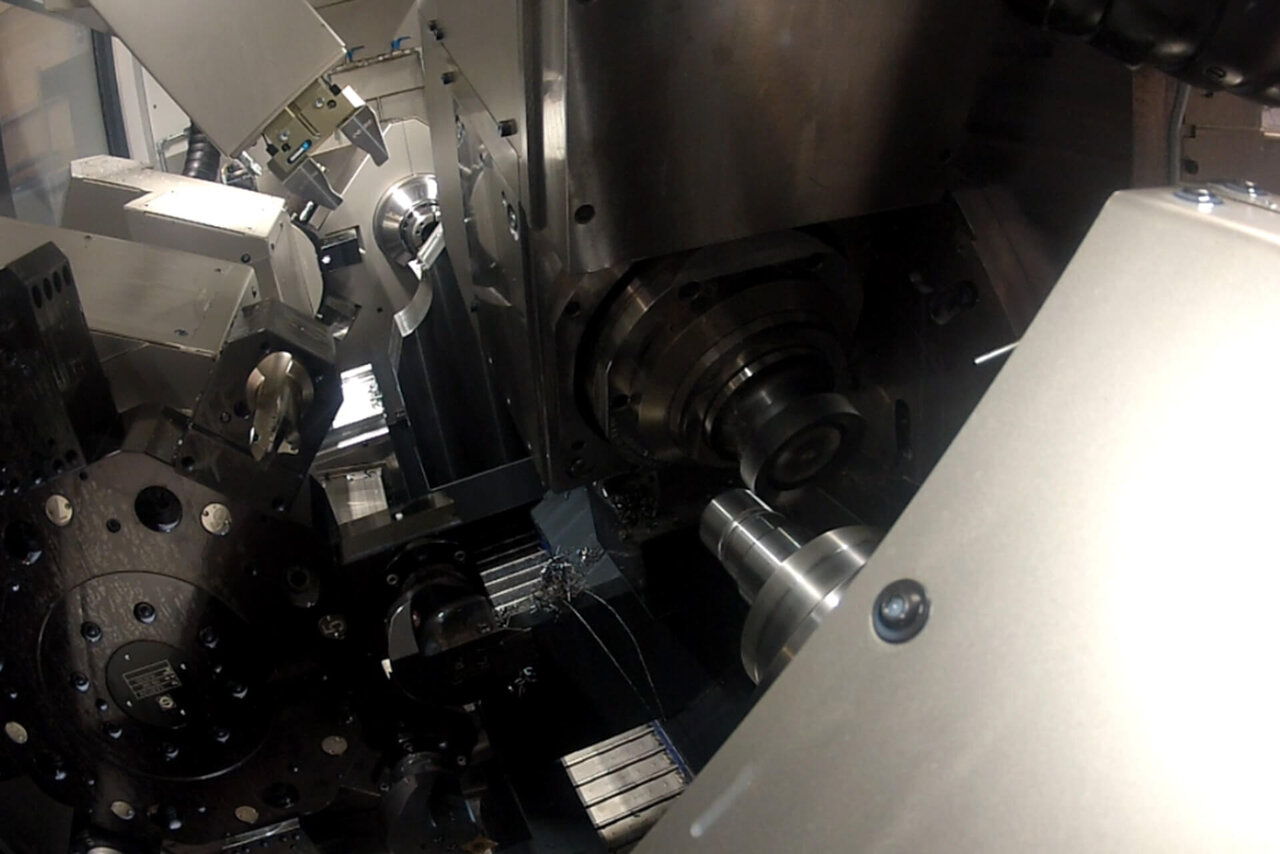 在一台WMZ H200机器上对汽车电驱动轴进行完整的加工,包括齿轮齿。
在一台WMZ H200机器上对汽车电驱动轴进行完整的加工,包括齿轮齿。通过一次装夹的精确加工以及主轴和副主轴之间传递的精度,也可以实现非常严格的公差。特殊的滚刀刀架,刚性好,精度高。
汽车传动轴技术的其他应用也得到了证实。
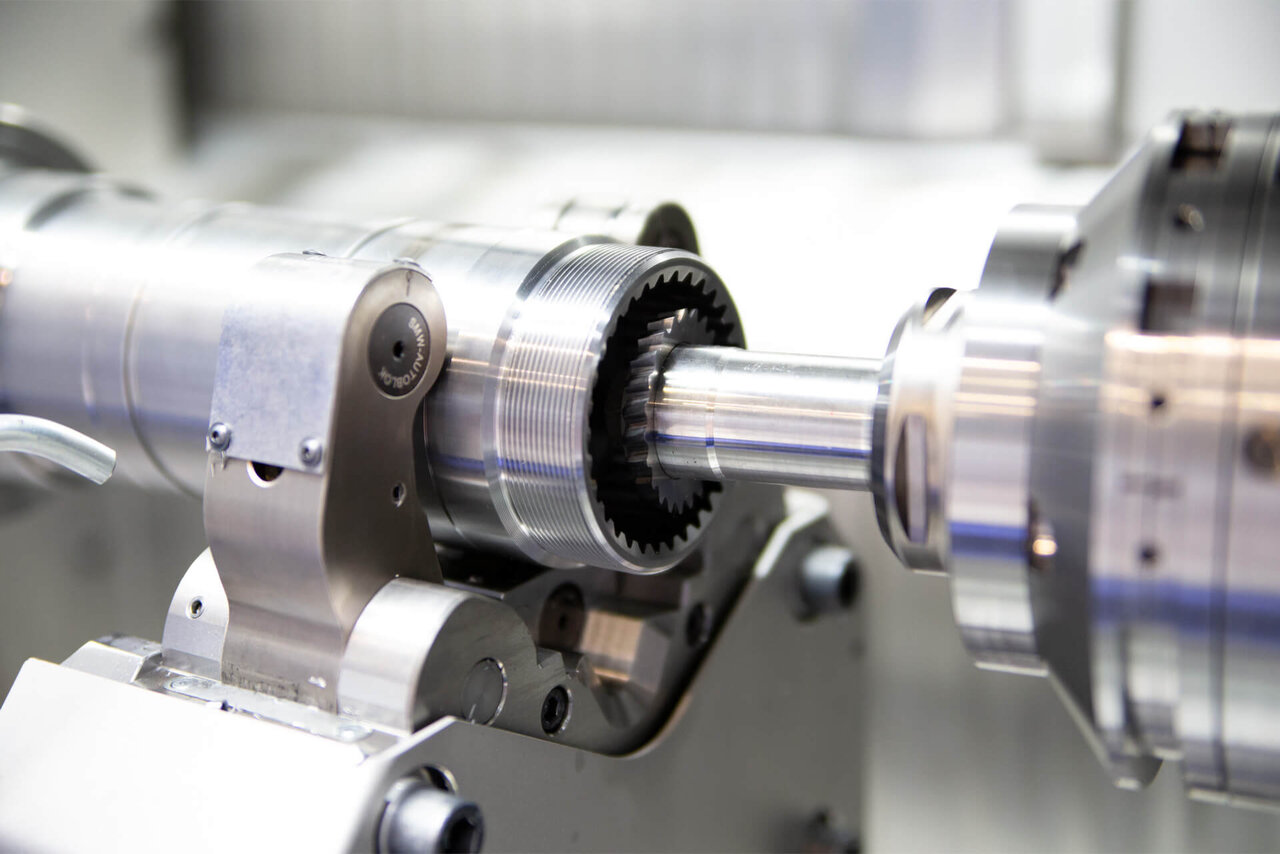
 WMZ V300机床上的外齿轮的滚刀剥皮
WMZ V300机床上的外齿轮的滚刀剥皮
由于滚齿刀具在要生产的齿上需要小跳动,因此也可以轻松地在端面前部产生不同直径或齿形的紧密间隔的齿。
也可以生产内部花键。由于该技术,滚齿刀具在一侧突出,还可以在加工机床中自动换刀。因此,滚齿可用于在一次装夹中在一个工件上生产具有不同模块的多个齿轮。
 WMZ-V300机器上的内齿轮的滚刀剥落
WMZ-V300机器上的内齿轮的滚刀剥落
刮削VS 滚齿
在以下情况下,刮削有其优点:
- 带小跳动的齿轮
- 如果一个工件上有多个不同的齿,可以在自动换刀的帮助下生产,这可以通过刀具仅安装在一侧来实现(例如,在多个行星级中所谓的“阶梯式小齿轮”)
- 用于内齿轮
滚齿机所需要的运动学更接近于那些典型的车床或车削中心。因此,滚齿机是更容易和更好地集成到车床。滚齿通常需要无法自动更换的双面刀具。这意味着滚刀剥离在以下情况下也具有优势:
- 完整加工
- 适用于中小批量,在每种情况下,由于具有自动换刀功能的通用机床的重新加工相对容易
工艺对比


