
Die additive Fertigung unterscheidet sich grundlegend von den subtraktiven Verfahren wie Fräsen oder Drehen. Während bei Letzeren ein Werkstück immer durch das Abtragen von Material entsteht, produziert die additive Fertigung Werkstücke durch das schichtweise Auftragen von Material.
Dabei wird zunächst das digitale 3D-Modell mit einer Slicing-Software in 2D-Ebenen geschnitten. Aus den so entstandenen Druck-Parametern fertigt der Drucker dann das Werkstück Schicht für Schicht auf einer Bauplattform.
Durch dieses Verfahren sind keine Bearbeitungswerkzeuge nötig. Der Konstrukteur gewinnt so die Freiheit, auch sehr komplexe, sonst nicht umsetzbare Strukturen zu realisieren.
Kunststoff
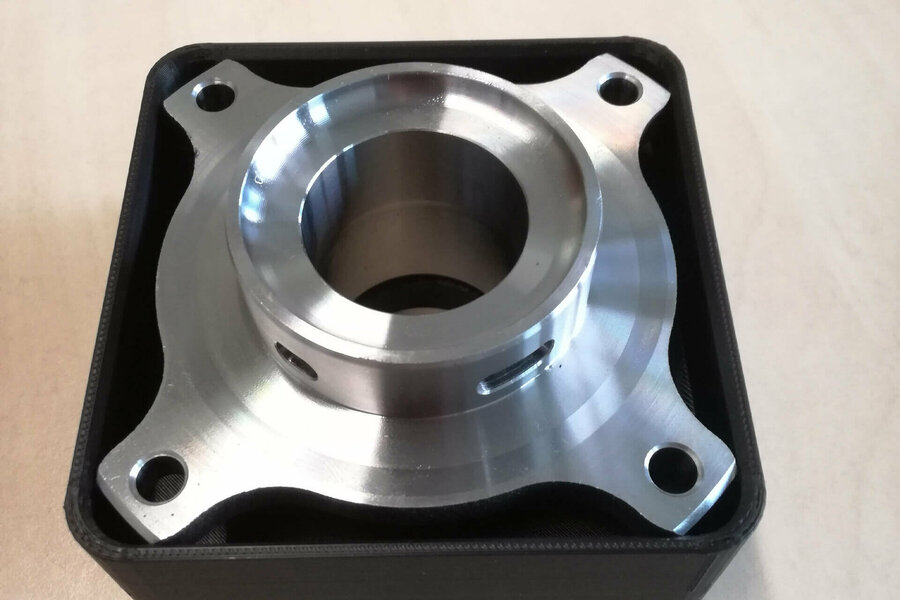
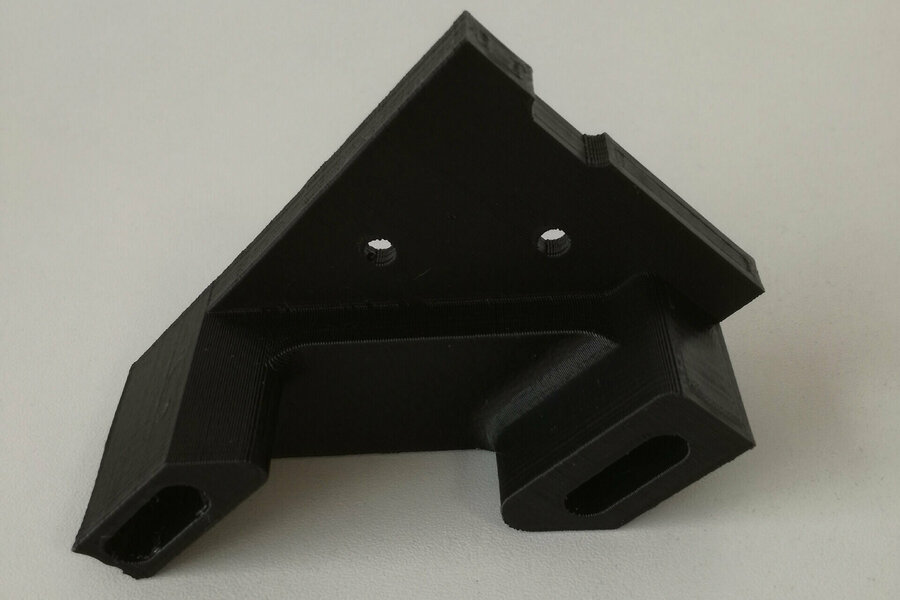
Für die additive Fertigung im Bereich Kunststoff nutzen wir das FDM-Verfahren (Fused Deposition Modeling), bei dem ein Kunststoffdraht (PLA) aufgeschmolzen und durch den Druckkopf auf der Bauplattform platziert wird.
Anwendungsbeispiele:
- Sensorabdeckungen, die an die jeweilige Einbausituation angepasst sind
- Greifbacken-Tests, schnelles Testen von konstruktiven Änderungen
- Teile-Handling auf Paletten-System, definierter Transport zur Übergabe an Greifbacken
- Medienführung, definierte Führung von Pneumatik- oder Hydraulikschläuchen entlang beweglicher Teile
Technische Spezifikation
| Bauraum in mm | 295 x 195 x 165 / 305 x 305 x 300 |
| Material | PLA / ABS / weitere auf Anfrage |

Metall
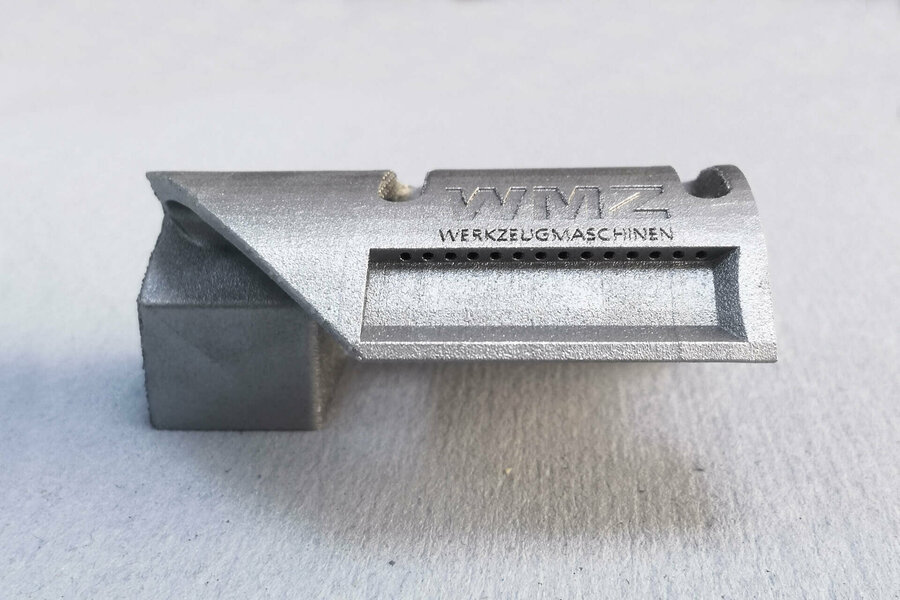
Der Metalldrucker „Creator RA“ erzeugt Schichten, indem ein Laserstrahl das in dünnen Schichten (20 – 100 µm) auf der Bauplattform ausgebrachte Pulver Schicht für Schicht verschmilzt. Neben Werkzeug- und Edelstahl können wir so auch Co-, Ni- und Cu-Legierungen sowie Al- und Ti-Legierungen verarbeiten.
In der DVS-Gruppe setzen wir Druckteile aus Metall zum Beispiel für Prozessdüsen beim Innenrundschleifen ein. Durch die Designfreiheit bei der Fertigung können die Düsen mit „gebogenen Bohrungen” gefertigt werden. So wird der Kühlschmierstoff präzise an der gewünschten Stelle aufgebracht, anstatt wie bisher sicherheitshalber die ganze Bohrung zu „fluten“. Diese gezielte Benetzung führt zu einer höheren Fertigungs- und Prozessqualität.
Technische Spezifikation
| Bauraum in mm | Ø = 100 x 100 (L x D) |
| Material | Edelstahl 17-4 PH |
| Leistungen | Beratung, Entwicklung und Konstruktion, sowie Fertigung von Prototypen und Kleinserien |



Damit wir Ihre Anfrage gleich an die richtige Stelle in unseren Unternehmen leiten können, benötigen wir ein paar Angaben von Ihnen.